Growing metal AM for new e-drive powertrain applications
GROWING METAL AM FOR NEW E-DRIVE POWERTRAIN APPLICATIONS
Introduction
The Automotive market is showing a growing necessity for vehicles efficiency improvement and emissions reduction. Weight reduction, more efficient IC engines and transmissions (powertrains), noise reduction, and functional integration are all critical project deliverables. Today, cars are stronger and lighter than ever before and there is a demand to continue this trend. With these demands in the automotive industry metal additive manufacturing (AM) brings a natural competitive advantage for time-to-market of new ideas for the development of innovative solutions.
This case study is one example of how companies such as Porsche have taken strategic partnerships with GKN to answer the demand of lightweight the automotive industry while improving performance. In a parts analysis, a case-hardened part was greatly improved by using metal-based additive manufacturing in a laser sintering process with the newly developed case hardening metal powder 20MnCr5.
Challenges and solutions
Porsche identified 52,000 parts that would find success with AM. Normally, AM parts will find success in combining parts, reducing material, or improving performance with complex geometries while reflecting the fidelity of the original. Another benefit of AM printing is the lack of tooling. The automotive industry takes a lot of time and cost to generate molding, fixtures, and other tooling.
This is generally because they are producing hundreds of thousands or millions of parts. The parts Porsche analyzed were for lower volume. Currently, producing parts around 10,000 to 50,000 per year may find an advantage in the powders of modern metal AM. New metal powder technology is expanding the AM market into electric vehicles, performance vehicles, motorcycles, all-terrain-vehicles, etc. For example, GKN’s experience knowledge, innovation, and new powders such as the 20MnCr5 are surprising even the experts.

Transmission for lubrication tests with RP plastic gears
In previous tests with AM gears, the capable loads were only 40 to 50% of the originals load. The material and manufacturing methodology for a replacement part should be capable of loads of at least 80% of a conventional manufactured gear. It was necessary to consider a powder and production process while developing new powders.
Each specific application has several critical to quality requirements connected to the material choice. Developing new materials with specific alloys with the AM process in mind is showing surprising benefits that can include steel grades able to:
- Withstand high wear
- Withstand high loads
- Offer functional integration
- Reduce weight
- Increased stiffness
GKN can produce custom powder metallurgy in small batches specifically for the AM process in short runs. Additionally, GKN has started a line of highly-engineered powders that can be mass produced. For example, when Porsche was looking for a replacement for a case-hardened steel not only was it important to match the current properties (or improve them), but there had to be a direct supply chain ready for production runs. Designers investigated GKN’s metal 20MnCr5 powder within a laser sintering AM process to see if it could compare or improve the microstructural and mechanical properties of the original case-hardened steel part.
The proof is in the powder
A simple substitution of a conventional part by AM will lead in higher cost and longer manufacturing time. The integration of functions and minimizing material can substitute these disadvantages. Identifying iron-based alloys the two most important families of steel are:
- Stainless steel
- Tool steel
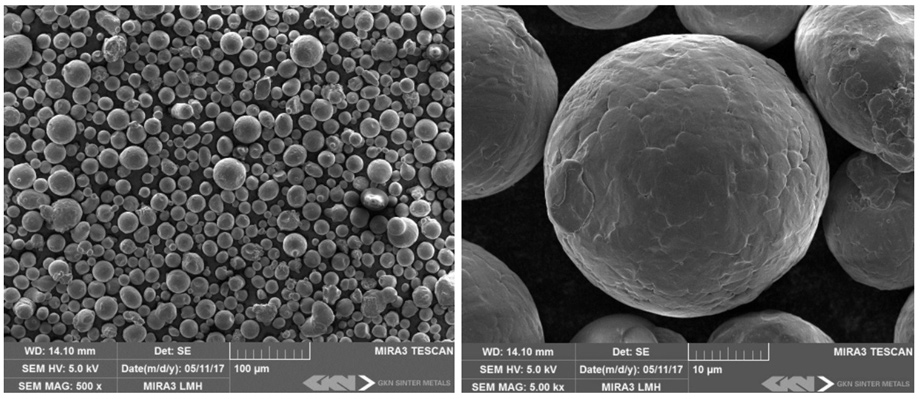
SEM images of 20MnCr5 powder for L-PBF
They both address specific industry-related (Aerospace, Automotive, Biomedical) needs like high corrosion resistance and high strength. This lead to GKN’s 20MnCr5 (1.7147, EN10084-2008) as the optimal candidate for laser powder bed fusion process development. Considering which part might provide the greatest benefit, the differential housing with the ring gear was selected as the part with the potential greatest weight reduction.
The final e-drive powertrain application
In conventional transmissions, the differential housing and ring gear are separate parts with different attributes. The ring gear is made of specific steel, hardened, and grinded for precision. The differential housing is normally cast for torque transfer from ring gear to a center bolt and bevel gears. Due to manufacturing processes and assembly reasons the wide ring gear teeth are supported by a thin, sometimes off centered disc, which is connected to the differential housing.
Insert Figure 3 - a) Conventional differential of front transverse transmission, b) package model of differential
Designing with structural optimization, a new shape that follows the forces and not the tools is possible. To achieve the optimum potential, it is important to model for the maximum available space inside the transmission. All inner contours which are necessary by any function (bevel gears, side shafts, bearings…) were subtracted from this body. The new possibilities of the additive manufacturing method generated a hollow differential with a wall thickness of 2 mm.
Results
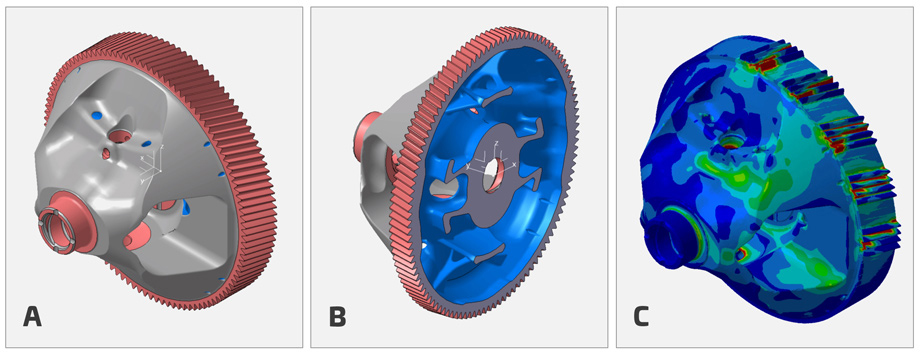
a) Structurally optimized differential, b) Inner structure of differential, c) FEM result of differential
The inner shape is a system of only necessary organic beams and structures, and not defined by machining abilities. The new manufacturing process also demands special features such as holes to eject the unused metal powder after the manufacturing process. Also, openings on the outer diameter are necessary to have the opportunity to drain oil which collects in the inner area of the differential. The final FE analysis shows a homogeneous stress level that would allow for even thinner walls but is not possible with current technology.
Based on the original load requirements, the calculation shows a weight reduction of more than 13% (about one kilogram) and a decrease of tooth stiffness variations in the radial direction of 42.5% and in the tangential direction of 69.4%. Also, a reduction of the inertia of 8.1% was achieved.
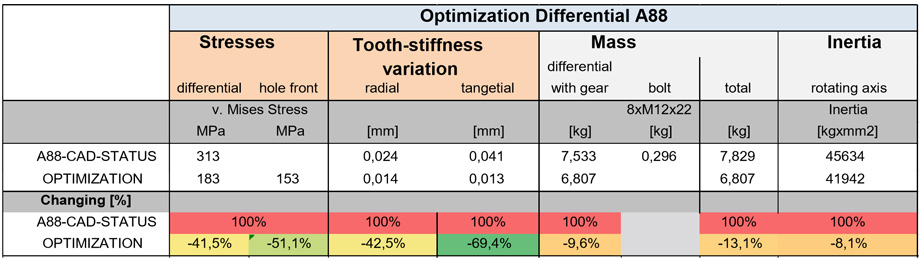
Calculation results
Summary and outlook
Using the additive manufacturing process in combination with the newly developed powder lead to a significant optimization in weight, inertia, and stiffness of the differential housing and ring gear while maintaining fidelity and handling all load requirements. This was possible by integrating functionalities and combining primarily conflictive components. For more information check out the full paper HERE.


