Metal injection moulding
Metal Injection Moulding
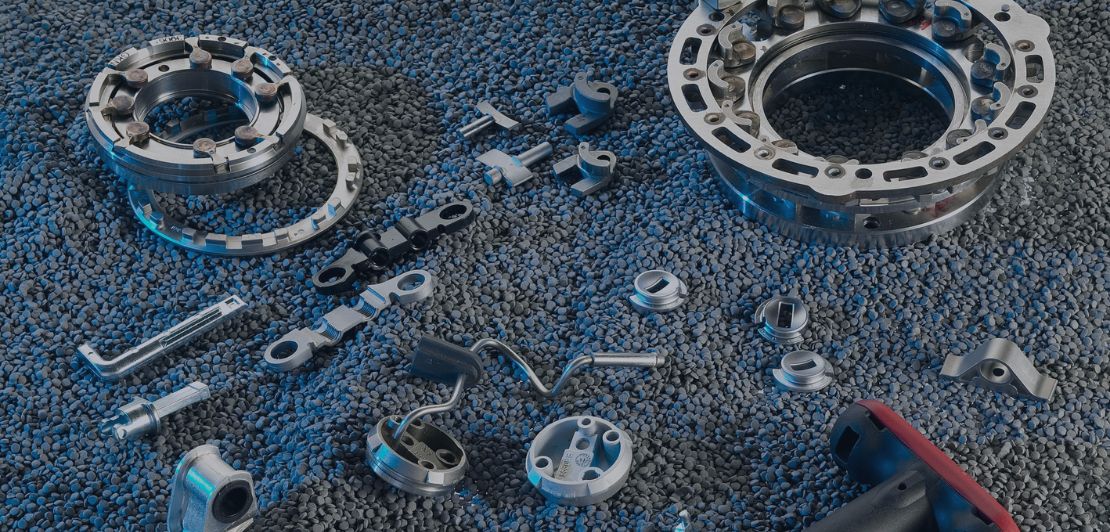
Delivering the three-dimensional shape capability of plastic injection moulding combined with the performance of alloy steels, stainless steels and high temperature alloys, metal injection moulding (MIM) is uniquely positioned to solve extreme product challenges.
An innovative technology for creative engineering solutions
THE METAL INJECTION MOULDING PROCESS
Blending metal powders to achieve desired material properties will be mixed with binding agents. The blend is then heated into a viscous mass.
This mass gradually cools down and is processed into granular pellets to become the feedstock. Our engineers have process controls that allow us to develop powders and obtain necessary material properties.

Feedstock is fed into the machine, continously heated to melting point enabling the metal powder to flow.
Subsequently, the molten feedstock is injected into the die cavity of the mould. After cooling, the “green” parts are ejected from the mould and removed for further processing. Green parts are characterized by:
- Portions of approximately 10 percent binder and 90 percent metal powder by weight (weight percentage)
- High part tensile strength
- Homogeneous powder distribution without particle alignment

The debinding step removes binding additives from green parts before sintering. We use a continuous catalytic debinding process that steadily transforms binder additives into a gas that results in components with an open porosity structure called a “brown” part.
After debinding, the “brown” part enters a continuous sintering process. In this step, the “brown” parts are heated in a controlled atmosphere in order to form metallurgical bonds. During the sintering process shrinkage occurs – about 16 to 18 percent - which results in products with densities approaching 98 percent of the theoretical density for a given alloy. It is imperative that during the sintering process, operating conditions are carefully controlled in order to achieve needed dimensional and performance requirements.

The characteristics and properties of final MIM components can be further optimized by a wide range of secondary operations.
In principle, there are no significant differences to conventionally manufactured parts and together. Our experienced team is happy to advise on the best solution, both from a technical and from a commercial perspective.
Below some examples of feasible processes:
- Classic heat treatment
- Surface coating
- Mechanical post-processing
- Calibrating processes
- Hot isostatic pressing
- Laser marking
- 100 % end of line control of special features
- etc.

IMPROVING THE FUNCTIONAL DESIGN OF ARTIFICIAL LIMBS THROUGH METAL INJECTION MOULDING

A relationship with a medical sector organisation illustrates the benefits of the Metal Injection Moulding technology and the benefits it brings to design engineers, who develop artificial limbs.
METAL INJECTION MOULDING MATERIALS

Alloy steels, stainless steels, and heat resistant materials are among the choices delivered by MIM technology. MIM processing delivers material performance similar to wrought products due to densities approaching 98 percent of theoretical values. Alloy steels, stainless steels, and heat resistant alloys are common choices that GKN supplies.
The binder agent controls the flow properties of the materials more than the powdered metal. This allows relief-like structures and engravings, such as company logos or identification marks to be produced in detail on a part. The use of high strength alloys, corrosion resistant and other premium steels are possible as the type or amount of binder will allow proper flow to product quality parts with detailed features.
MIM technology provides a process for design engineers and product designers to develop creative solutions. This is because powder metals can make custom alloys easily, and in any batch size needed for prototyping to mass production. In addition, the MIM process works well for complex geometries when compared to the time and cost associated with other traditional processes like milling or casting.
CHALLENGES OF INNOVATION

Innovative solutions are needed to meet technical challenges. As numbers of components grow, functional complexity often increases. In addition, the use of high performance materials such as high strength steels and various alloys are gaining more importance in part design for manufacturers and their suppliers. By using MIM technology, designers have the freedom of design that was previously only applicable to plastics.
MIM has been working well in many industries: automotive, aerospace, medical, and many more. The process lends itself to creating dense lightweight parts. This is especially beneficial in mobile applications as lightweighting will be necessary to meet tighter regulations for emissions in vehicles.
Features such as undercuts, bores, and blind holes can be formed in any direction. Wall thicknesses of 1mm or less as well as bore diameters of just a few tenths of a millimeter are possible. MIM components can have surface roughness values less than 1 μm Ra without any additional operations. Also the microstructure of the sintered MIM components allows electroplating and electro-polishing without any pre-treatment.
Recently, in a Metal Powder Industry Federation (MPIF) competition, GKN won two awards for its powder metal (PM) design in the automotive categories. One design reduced the cost of manufacturing the part by 25 percent. Another PM design reduced the overall weight of the part by as much as 30 percent.
SPEAK TO OUR EXPERTS TODAY
